Jak wydrukować szablon do pasty lutowniczej w 3D
Przewodnik krok po kroku tworzenia precyzyjnych szablonów SMD z plików Gerber za pomocą drukarki FDM
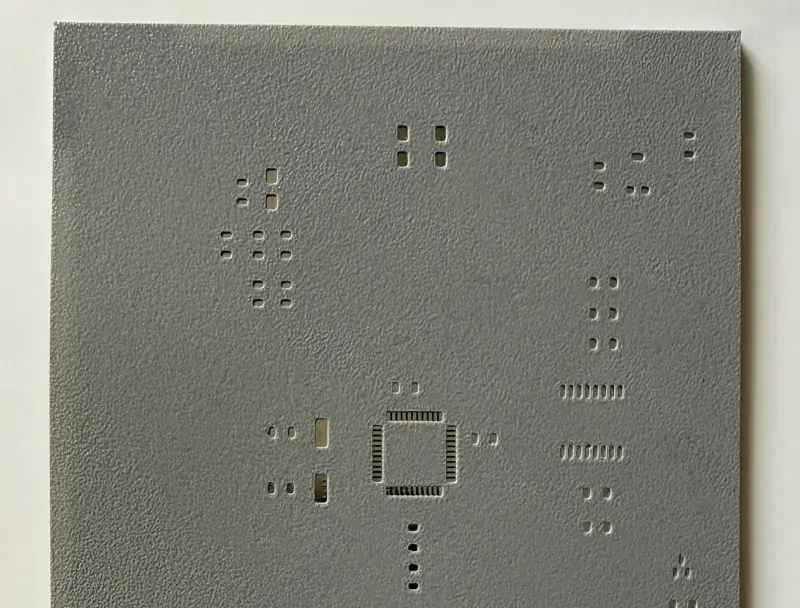
Szablon do pasty lutowniczej wydrukowany w 3D, gotowy do użycia na PCB.
Czym jest szablon do pasty lutowniczej?
Szablon do pasty lutowniczej to cienka płyta z otworami odpowiadającymi padom lutowniczym na PCB. Kładziesz ją na płytkę, rozprowadzasz pastę pacą i pasta jest nakładana precyzyjnie na każdy pad.
Szablony są niezbędne przy lutowaniu reflow SMD/SMT. Sprawiają, że proces jest szybszy i bardziej powtarzalny niż nakładanie pasty ręcznie strzykawką.
Szablony 3D vs profesjonalne
Szablony drukowane w 3D to tania alternatywa idealna do prototypowania i małych serii. Dla finalnej produkcji z komponentami o małym rozstawie profesjonalne szablony cięte laserem pozostają punktem odniesienia.
| Drukowane 3D (Stenchill) | Profesjonalne (cięcie laserowe) | |
|---|---|---|
| Koszt | Bezpłatnie (tylko filament) | $15-30 za stronę |
| Czas realizacji | Minuty | Dni (wysyłka) |
| Precyzja | Dobra (dysza 0,2-0,4 mm) | Doskonała (cięcie laserowe) |
| Najlepsze do | Prototypowanie, małe serie, komponenty 0603+ | QFN/BGA o małym rozstawie, produkcja seryjna |
Bliskie pady: co z nimi zrobić?
W obudowach fine-pitch, takich jak QFN, QFP czy SOIC, pady mogą być tak blisko siebie, że ścianki między nimi są zbyt cienkie, by wydrukować je niezawodnie. Jeśli zostawisz włączone Scalaj bliskie pady (domyślnie), łączę każdy rząd w jeden slot. Jeśli to wyłączysz, pozostaję wierny oryginalnemu układowi i polegam na twoim slicerze.
Czego potrzebujesz
- Pliki Gerber z Twojego narzędzia EDA (KiCad, Eagle, Altium lub innego)
- Drukarka 3D FDM (każdy standardowy model się sprawdzi)
- Filament PLA lub PETG
- Pasta lutownicza i paca
- Stenchill (ta strona) lub wtyczka KiCad
Przewodnik krok po kroku
Eksportuj pliki Gerber
W KiCad przejdź do File → Plot, wybierz format Gerber i upewnij się, że warstwy Paste (F.Paste, B.Paste) i Edge.Cuts są uwzględnione. W Eagle lub Altium użyj standardowego eksportu Gerber. Potrzebujesz przynajmniej warstwy Paste i konturu płytki.
Wgraj do Stenchill
Przejdź na stronę główną Stenchill, przeciągnij i upuść plik ZIP z Gerber lub użyj trybu pojedynczych plików, aby wybrać tylko potrzebne warstwy. Możesz też skorzystać z wtyczki KiCad, aby wygenerować bezpośrednio z PCB Editor.
Dostosuj ustawienia
Skonfiguruj parametry generacji: grubość szablonu (zalecane 0,3-0,4 mm dla większości komponentów), wartość skurczu, średnica dyszy do automatycznej kompensacji małych padów oraz opcje wsporników do wyrównania PCB.
Wsporniki pozycjonujące utrzymują szablon idealnie wyrównany na PCB. Są generowane automatycznie z konturu płytki.
Pobierz i pokrój
Pobierz wygenerowany plik STL lub 3MF. W slicerze użyj tych ustawień: wysokość warstwy 0,1 mm, wypełnienie 100%, łącznie 3-4 warstwy (odpowiadające grubości szablonu). Dysza 0,2 mm daje najlepsze rezultaty, ale 0,4 mm też działa z włączoną kompensacją dyszy.
Zmniejsz prędkość druku do 30 - 40 mm/s. Szablony to małe, bardzo szczegółowe wydruki, a wolniejszy ruch głowicy daje ekstruderowi czas na czyste krawędzie padów, zamiast pomijać drobne detale.
Jeśli Twój slicer to obsługuje (Cura, PrusaSlicer, OrcaSlicer, BambuStudio), przełącz generator ścian z Classic na Arachne. Arachne dostosowuje szerokość ścian do dokładnej geometrii otworów i unika małych szczelin, które Classic może zostawić na padach węższych od dyszy. Jeśli Twój slicer ma tylko Classic (starsze pochodne Slic3r, podstawowe slicery), szablon nadal się wydrukuje — po prostu z nieco mniejszą precyzją na najmniejszych padach.
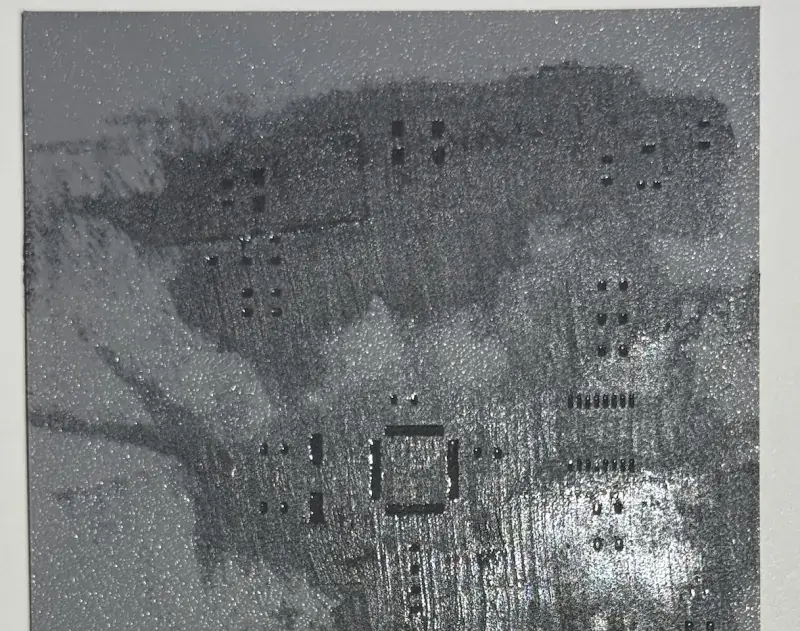
Drukuj na gładkiej powierzchni stołu (szkło, gładki PEI, lustro). Strona stykająca się ze stołem odbija jego teksturę, więc gładki stół daje idealnie płaską stronę do rozprowadzania pasty lutowniczej, a rakla sunie bez zaczepiania. Stoły teksturowane (teksturowany PEI, powierzchnie ziarniste) też działają, ale odbite wypukłości utrudniają równomierne rozprowadzenie pasty.
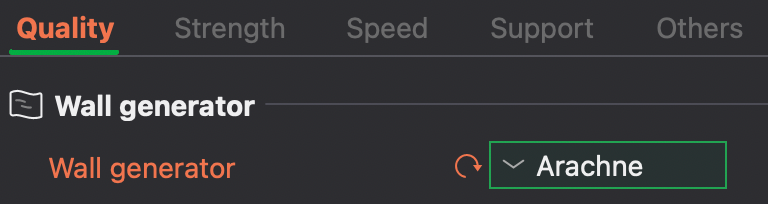
W BambuStudio (pokazano) ustaw Quality → Wall generator na Arachne przed eksportem G-code. Cura, PrusaSlicer i OrcaSlicer udostępniają tę samą opcję.
Rozprowadź pastę lutowniczą pacą przez otwory szablonu, a następnie ostrożnie podnieś szablon z PCB.
Nałóż pastę i wykonaj reflow
Umieść szablon na PCB. Wsporniki pozycjonujące automatycznie go wyrównują. Rozprowadź pastę pacą przez otwory. Ostrożnie zdejmij szablon, umieść komponenty SMD i wykonaj reflow za pomocą płyty grzejnej, pieca reflow lub stacji gorącego powietrza.
Wskazówki i rozwiązywanie problemów
Pasta wycieka pod szablonem
Sprawdź, czy szablon leży płasko na PCB. Użyj taśmy lub klamer, aby utrzymać go na miejscu. Upewnij się, że dolna powierzchnia jest gładka (drukuj na szklanym stole).
Małe pady drukują się niepoprawnie
Użyj dyszy 0,2 mm dla najlepszych rezultatów z komponentami o małym rozstawie. Jeśli używasz dyszy 0,4 mm, włącz kompensację dyszy w Stenchill. Automatycznie powiększa pady zbyt małe dla Twojej dyszy.
Szablon wypacza się po wydrukowaniu
Drukuj na podgrzewanym szklanym stole dla najlepszej płaskości. PETG wypacza się mniej niż PLA. Upewnij się, że pierwsza warstwa dobrze przylega i nie zdejmuj szablonu, gdy jest jeszcze ciepły.
Wsporniki nie pasują do PCB
Zwiększ parametr luzu w ustawieniach. Domyślne 0,3 mm działa dla większości PCB, ale jeśli Twoja płytka jest nieco większa, spróbuj 0,5 mm.
Pady drukują się częściowo lub są pomijane
Jeśli Twój slicer to obsługuje (Cura, PrusaSlicer, OrcaSlicer, BambuStudio), przełącz generator ścian na Arachne. Wytwarza ściany o zmiennej szerokości, dopasowane do wąskich otworów padów, podczas gdy generator Classic pomija lub niedostatecznie wypełnia ściany cieńsze od dyszy.
Gotowy spróbować?
Wygeneruj swój szablon w kilka sekund. Jest bezpłatny i nie wymaga konta.